今儿个要说的是冲压模具间隙计算公式,这可真是个有讲究的事儿。你说,这冲压模具要想使得好,这间隙可是头等重要,得算对喽!不然,模具用着就不灵光了,没几天就坏了,那可真是白瞎了钱儿。那这间隙咋个算呢?我跟你慢慢说道说道。
咱们先说这材料厚度,你看,这软的材料,要是材料厚度小于1毫米,那这冲裁间隙可就是材料厚度的3%到4%。要是厚点儿,1到3毫米的材料,那间隙就得5%到8%。再厚些,3到5毫米,那得用8%到10%的间隙。这么算着,差不多也就八九不离十了吧。

那再说这硬材料,这和软材料可不一样。厚度小于1毫米的硬材料,它的间隙得用4%到5%来算。材料厚些,1到3毫米的硬料,间隙就得6%到8%。而厚度3到8毫米的,间隙得8%到13%。看吧,这硬的和软的,间隙就差那么多。
你看嘞,间隙计算公式其实也不复杂,简单说就是用百分比乘以材料厚度,就能得到这模具的间隙了。比如你要是用铁板做冲压,铁板的厚度假设是5毫米,那你用16%来算间隙,结果就是0.8毫米。再比如薄点的铁板,0.5毫米厚的,那用16%来算,也就0.08毫米的间隙,这间隙算好了,模具可就省着用了。
模具间隙选对了,模具保养也能轻松点儿。不然你间隙算错了,材料不是压不下去,就是冲得太松,最后模具容易坏,真是得不偿失。咱们乡下人干活儿得仔细些,别看都是小事儿,弄错了就是大问题。合理的间隙计算还能节省模具的维修时间和成本呢。
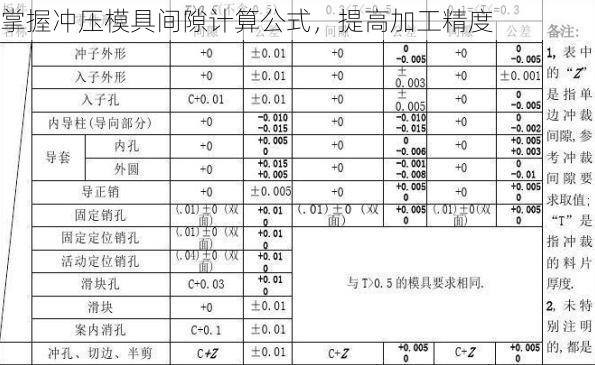
再说嘞,这冲压模具的刃口,也是有讲究的。比如刃口尺寸的计算,你得把凸模和凹模的尺寸算好,凸模的直径和凹模的孔径差值就是刃口间隙。刃口磨损了也得注意调整,要不然,模具刃口不锋利,压不下去,活儿做不成,那就麻烦了。
这冲裁力的计算也是关键。一般来说,冲裁力的公式是F冲 = 1.3 L t τ,这L是冲切线长,t是材料厚度,τ是材料抗剪强度。你别看这公式看着复杂,用起来也就那么回事儿,按公式算出来就好了。
那还有一点儿,你得考虑模具的卸料力、推件力和顶件力。这些力的计算也有公式,但咱们也别钻牛角尖,最关键的就是按实际情况来调整,别死算。模具用着灵,效率高,这才是最重要的嘛。最后再提醒一句,模具间隙嘞,最好用个试冲和测量的办法来确定。比如用厚薄规测量模具间隙,或者试着冲几下看看效果。毕竟啥事都得实践才能出真知嘞,咱可别只靠书本上的公式。
总之嘞,这冲压模具间隙的计算不难,掌握了这几个公式和方法,基本上就能算得差不离儿了。好好算好好用,省钱省力。
Tags:[冲压模具, 间隙计算, 模具保养, 材料厚度, 冲压力]