文章目录
[+]
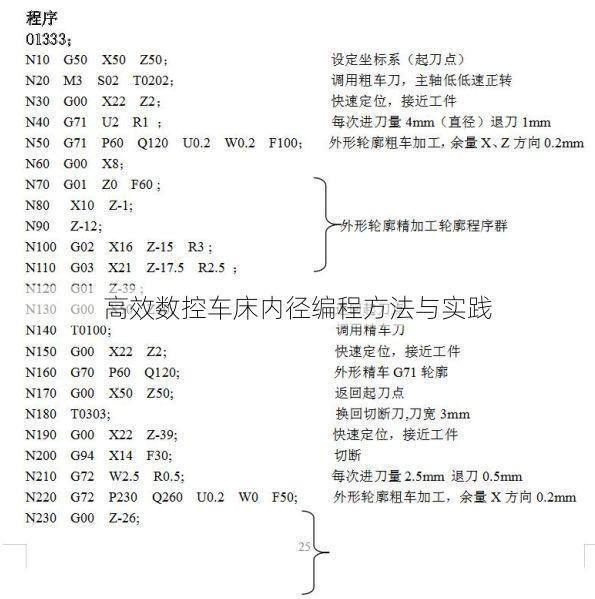
这个数控车内径编程嘞,其实吧,也不算特别难,关键是得有点耐心。你看,咱编程的时候,最开始要搞清楚那个工件啥样,尤其是这个内径,你得先明白它的尺寸、形状,这样你编程才有个数,对不对?
首先呢,内径加工嘛,跟外径不太一样。你想,外径是直接从外面车,那看得清楚,但内径呢,车刀得伸进去,所以操作起来也没那么简单。这时候,咱就得用G71车内孔的循环加工指令。

说到这儿,你还得注意,退刀量是1mm,也就是说每次车完一道,车刀得退开1mm,这样才能避免划伤工件表面。
接下来呢,咱还得考虑精加工。你看,粗加工咱是为了去掉多余的料,但精加工就得特别讲究了。像X方向呢,留个0.4mm的余量,Z方向嘛,留0.1mm,这样最后加工的时候,工件表面才能光滑,不会有啥毛刺。粗加工的目的就是把多余的料切掉,但是不切太多,留个边边,这样后续的精加工才能一次完成,这样效率也高,是吧?
- 第一步,选择循环起点A(46,3)。
- 第二步,设定切削深度1.5mm。
- 第三步,退刀量设定为1mm。
- 第四步,精加工X方向留0.4mm余量,Z方向留0.1mm余量。
说完这些嘞,咱得再提醒一句,就是切削进刀的过程。很多人不太注意这个细节,结果吧,浪费了不少时间。你得先用快速走刀,接近那个起点附近,别一下子就切进去,这样不但慢,还容易出错。等车刀到了差不多的地方,再改用切削进给,这样效率就高了,还能避免空走刀。
当然了,编程这个事儿呢,还得多看看视频学习一下。我之前就看过一个视频,讲得挺通俗的,啥叫内径切槽,啥叫循环编程,还有那些G代码M代码,视频里都讲得明明白白的。我觉得吧,咱搞编程,还是得边看边学,多动手,毕竟光听不练是不行的。最后呢,咱再回头说说,数控车床加工这个事儿,你千万别小瞧它。
看似就几个简单的代码,但里头讲究可多了。你得懂得怎么选刀、怎么设定刀具参数,尤其是内径加工的时候,车刀伸进去,看不见也摸不着,全凭程序和经验。所以呢,咱得把每一步都琢磨透,才能把活干好。这数控车内径编程呢,学会了也不难,关键是得多练习,多思考。你掌握了这些窍门,以后干啥活都不怕,啥复杂的工件咱都能编出程序来。
[Tag标签]
数控车床,内径编程,G71,数控加工,车内孔,精加工,切削